The Batteryvitamin motive power battery supplement material is made of large, purpose-shaped, carbon rich molecules, manufactured from wood pulping, coal or mineral oil feed-stocks, soluble in water and soluble in sulfuric battery acid. Batteryvitamin can be made economically from tall oil, a byproduct of wood pulping. Batteryvitamin technology is based on physics, not chemistry. It operates at a 3 - 10 nanometer scale, at the surface of the negative plates. This helps to produce a reaction at the positive plates that has a powerful anti-corrosion effect on the postive grids.
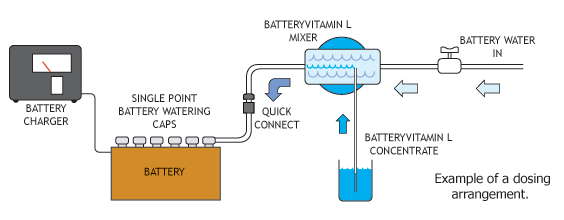
Quick connect opens automatically when coupled to deliver water, closes automatically when uncoupled, provides automatic flow control. Ideal for single point battery watering. Dosing ratio is fixed at 1:125. There is no flow-back into containers/ water supply. Small batteries use less water, receive less supplement. Large and hard working batteries use more water, receive more supplement.
Assists batteries while in use. Batteryvitamin L is designed to be put into motive power battery filling water. No need to measure out for individual batteries. Water consumption is proportional to battery size and workload. A fixed percentage Batteryvitamin in the filling water lets each battery regulate its own optimum Batteryvitamin intake by virtue of its water consumption.
Added, poured or injected - 0.8% by volume = 1 : 125 dilution = 1 fl ounce in 1 US gallon, into the battery filling water. Thereafter, dilution of the filling water in the battery acid electrolyte brings Batteryvitamin to its working concentration.
CONVENIENT
Users can select the most convenient "hands off" dosing method we know - an in-line, line pressure powered dosing pump that adjusts automatically for variations in flow and pressure, to maintain the injection ration at exactly 1 : 125.
Batteryvitamin plus single point battery watering can provide a partnership with unbeatable dollar and labor savings.
LAYER
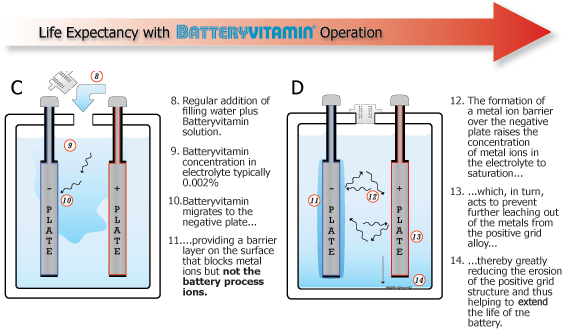
The Batteryvitamin effect relies on a one-molecule-thick layer on the surfaces of the negative plates, supplied by Batteryvitamin dissolved in the electrolyte. A concentration no more than a few tens of parts-per-million in the electrolyte helps to establish and to maintain this layer. At this concentration Batteryvitamin remains chemically benign.
USED UP
It is, however, a slightly wasteful process and Batteryvitamin L is used up in the battery. It is easy to build up to a working concentration and to make up for the wasting by including the recommended, concentration of Batteryvitamin L in the filling water.
It is not permissible to increase the concentration of Batteryvitamin L with a view to providing batteries with a once and be done with it form of treatment. This is because Batteryvitamin L in the electrolyte becomes susceptible to chemical breakdown at the positive plates at high concentration, with attendant risk of complications.
PATENT
We patented Batteryvitamin. One of our patents identifies an active material in rubber latex that provides performance enhancement in lead-acid batteries, and provides details of equivalents to the material in terms of a unique evidencing procedure. Our equivalents appear to have been accepted by the industry as the new gold standard for lead-acid performance judging by the flurry of dozens of patent applications describing adaptations and modifications to our equivalents, that have been filed after our patent application was published, by others in the battery industry. This is probably the best form of independently sourced evidence that Batteryvitamin works.
The following Chapters explain in detail how Batteryvitamin goes to work.
Batteryvitamin is available in three versions:
Batteryvitamin L, (liquid), for use by battery operators, on in-use motive power batteries only, and;
Batteryvitamin S1 and S2, for use by the battery industry, for incorporation of S1 into separators and S2 into negative plates, all types of batteries, during manufacture.
MOTIVE POWER BATTERIES
TREATMENT FROM NEW PROVIDES BEST RESULTS.
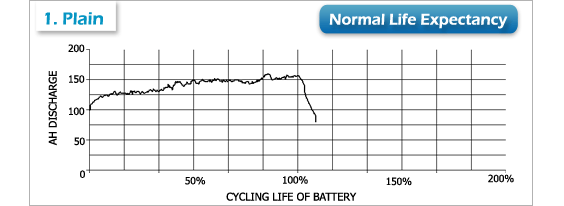
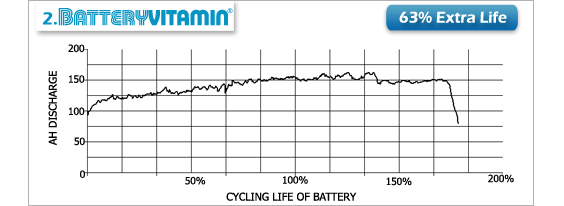
Actual recorded cycling performance of two sets of batteries. Testing according to BCI specification.
TESTING: KAN LABORATORIES, CHICAGO, USA, (INDEPENDENT).
Testing procedure according to Battery Council International: Charging at 30A, up to per-cell potential of 2.55 V and until 130% of previous ampere hours are returned. Discharge at 75 A down to 1.75 V per cell. Using Bitrode LCN System Test Modules.
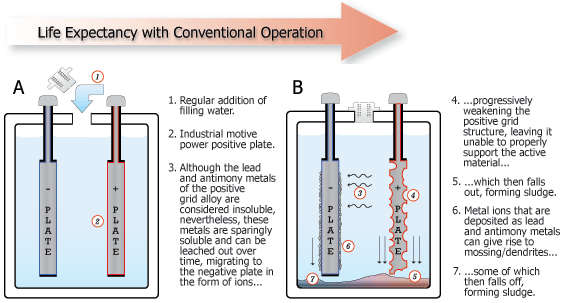
It is generally recognized that the life of motive power lead-acid batteries can be shortened by a variety of factors relating to service conditions, yet the best made and the most conscientiously used batteries still only have a relatively modest life expectancy
Every time a lead-acid battery is charged, tiny amounts of lead metal as well as antimony find their way from the positive grids to the negative electrodes. Given enough time, (3-8 years), this results in the battery losing ampere-hour capacity and in its eventual failure.
Battery charger design affects battery life: Aggressive overcharging above 80% state-of-charge / charging above 2.60 V per cell, significantly reduces battery life.
Same electrochemical effects, superior performance compared to rubber separator technology.
o O o
Specialist Technical Information
THE METAL ION BARRIER
The way in which the lead-acid battery works cannot be discussed in terms of chemistry alone. The interactions that occur at the electrode surfaces are governed by the laws of physics.
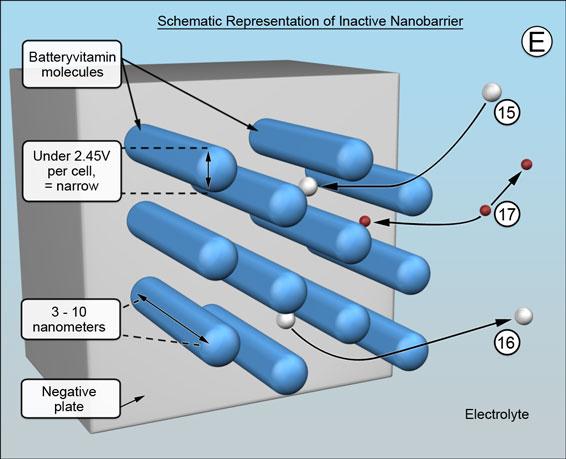
A functional portion of the Batteryvitamin L molecules dissolved in the battery acid electrolyte becomes attached end-on to the negative plate - covering the entire surface of the negative plate with rod shaped molecules, generally as shown below. (The scale of the illustrations represents a magnification of about hundred million times.)
The ends closest to the surface are in adsorption equilibrium, subject to attractive and repulsive electrostatic forces that act between the Batteryvitamin L molecules and the surface, meaning there remains a tiny gap, (Reference 1). This allows the battery related chemical reactions to proceed at the surface unimpeded and for the molecules to "ride" over the charging and discharging surface formations.
The barrier that is formed remains inactive while the battery is at rest, when it is discharging and is being charged - but not quite fully charged. The spacing between the individual rod shaped molecules is determined by electrostatics and will be wide enough for the battery process ions to move to the negative plate -15 and from the negative plate -16, and for the hydrogen ions to pass freely in both directions -17 , (E). (The mechanism of hydrogen ion migration being proton transfer, from water molecule to water molecule, a different proton being passed on very rapidly each time.)
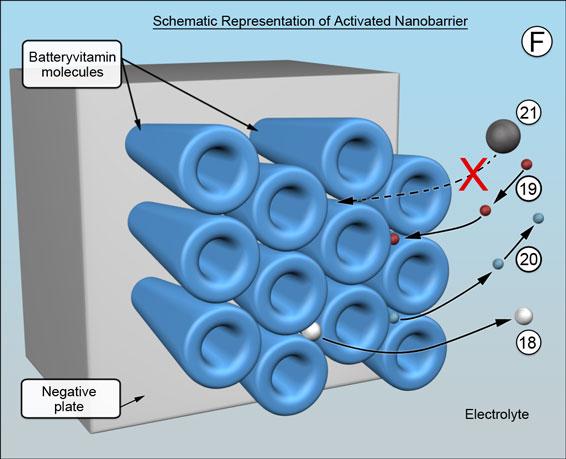
When the battery is being charged and is nearing full state of charge, there is the usual increase in voltage and onset of gassing at 2.35 volts per cell. For Batteryvitamin L, the rod shaped molecules change their shape at 2.45 volts per cell, become effectively broader at their free ends, which is shown schematically, resulting in the pathways between the electrolyte and the underlying negative plate becoming very much narrower, (F). The rod shaped molecules are voltage sensitive. The transition is voltage activated. The transition voltage is preselectable between 2.20 and 2.50 volts by appropriate choice of molecules. Batteryvitamin S1 and S2 transition voltages are lower.
The barrier remains porous. As charging nears completion, the last few remaining battery process ions emerge -18. The individual pathways achieve their optimum size by "squeezing down" until a minimum sustainable threshold of hydrogen ion migration is reached. It happens across the entire barrier, ensuring the billions upon billions of pathways are all kept exactly uniform in size - large enough to allow hydrogen ions to pass -19 and for nanobubbles of hydrogen gas to emerge - 20, but too small for migrating metal ions to reach the negative plate -21. This is what causes the concentration of metal ions in the battery acid electrolyte to rise to saturation and, in turn, helps to preserve the positive plate. (Metal ions do not exist in solution by themselves but are encased by a small cloud of water molecules, making them effectively much larger and easy to stop, (Reference 2.)
The barrier can operate only when the battery is on charge and is near or at full state of charge. It significantly increases the on-charge negative electrode (plate) potential, resulting in less gassing and a reduction in water consumption. (If electrolysis of water could be pushed all the way up to above the full-state-of-charge potential of lead-acid cells, the end-of-charge current would fall to zero at end of charge!)
Saturation of the bulk of the battery acid electrolyte with metal ions provides a small reduction in the relative potential of the positive electrode (plate) which can sometimes help reduce charging times.
Electrical testing and teardowns confirmed the essential spongy pore texture of the active mass in the negative plates to be unaffected by the low dosage Batteryvitamin substance.
REFERENCES:
PAUNOVIC, M and SCHLESINGER, M. "Fundamentals of Electrochemical Deposition", The Electrochemical Society, Inc., (John Wiley & Sons, New York, 1998), Reference 1, Chapter 10 section 2; Reference 2, Chapter 2 section 8.
BATTERYVITAMIN: CUTTING DOWN ON POSITIVE GRID CORROSION
The metal ion barrier can pave the way for thinner positive plates without attendant loss in battery life. The following is a more detailed explanation of the sequence of electrochemical and physical interactions that began with the formation of the electrochemical barrier over the surfaces of the negative plates - and ends up helping to reduce positive grid corrosion.
The working potential required to bring about electroplating of lead is very low, a potential of only 0.1 to 0.5 volts per cell is typically all that is required for the operation of lead electroplating baths of the type used by the electrorefining and electroplating industries. The general principle at work also applies to antimony.
In electroplating, metal of a positive electrode is progressively dissolved into a suitable electrolyte and is plated out onto a negative electrode under the influence of an electric current.
Since in principle, there is very little that distinguishes electroplating cells from lead-acid battery cells, this would seem to imply that at over 2.0 volts per cell, electroplating should be taking place in every lead-acid battery cell at a veritable hurricane force rate.
It is well known that this simply does not happen. It does not happen mainly because the solubility of lead (as well as antimony) in sulfuric battery acid is extremely low. The electric field that is trying to "drag" lead metal away from the surface of the positive plate grids is in no way diminished by this low solubility, however.
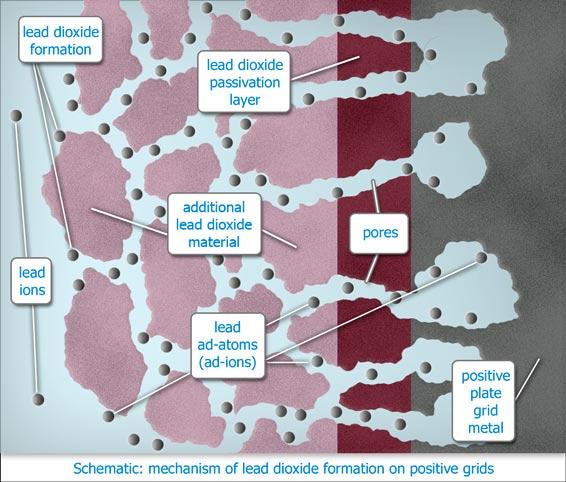
Electrolysis, (gassing charge), is an essential participant but solvation of the lead is the initiator of corrosion. Corrosion quickly covers the surfaces of the lead conductors and support structures of the positive plates with a protective layer of lead dioxide, Pb02. The layer has semi permeable properties.
For batteries used on float duty, the layer is sufficient to further reduce electroplating to an imperceptible level.
During overcharging significant amounts of lead metal underlying the lead dioxide layer become partially dissolved, thus able to migrate via the semi permeable layer of lead dioxide, to the surface of the protective layer, whereupon most of the lead becomes fully solvated and converted to lead dioxide which precipitates onto the protective layer. Over time this results in failure of the positive plates through plate growth, grid disintegration and sludging of the active mass. The balance electroplates out onto the negatives, causing mossing and "leading" through, (Pb-ing).
The negative plates act as powerful scavengers during overcharging. They extract lead ions from the electrolyte and thereby reduce the already low lead concentration to a very low concentration. This helps the electric field to draw lead away from the conductors and support structures of the positive plates during overcharging.
Flat plate pasted positives are especially prone to this effect. In the case of tubular positives, the volume of lead dioxide active material that surrounds the spines helps to attenuate migration of the lead out of the underlying metal spines.
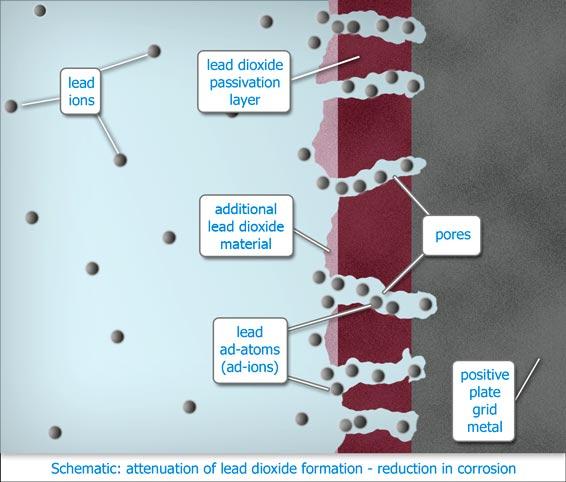
When the metal ion barrier is present, the lead ions that would otherwise have been electroplated onto the negative plates, are no longer able to do so as before. The concentration of lead in the bulk of the electrolyte is able to rise to saturation. Importantly, there is not enough lead to return to the positives to make a difference.
The upshot is that the negative plates, which had been behaving as powerful attractors to the lead ions, albeit via a difficult-to-negotiate path, would no longer be able to exert their previous influence. This would be followed by a steep decrease in the rate of dissolution of the structural lead and a corresponding reduction in the precipitation of lead dioxide.
In a nutshell, regulation of a few ions that are flowing via a difficult-to-negotiate path and subject to a powerful electric field provides control over the flow of numerous partially dissolved ions that are following an easy-to-negotiate route. This amounts to a form of amplification. The ions can include lead, antimony, tin, etc.
The benefits can be very significant. The rate of corrosion during moderate overcharging can be brought in line with float duty corrosion. The severe corrosion that accompanies excessive overcharging is unlikely to result in premature failure of the battery. The onset of positive plate growth and sludging can be delayed.
The unusual combination of materials and interactions appears to have contributed to the metal ion barrier having been long overlooked in the context of lead-acid batteries.
This is not about a theory but a technology that has undergone field trials. It is about extensive Faraday-style investigative experimentation that positively identified the mechanism at work and helped to develop the best materials for the job.
It has taken the convergence of knowhow in such diverse fields as battery and electroplating technology, plus semiconductor experience, against a background of physics to recognize what it is, what it can do and how to harness it.
o O o
A Selection of Laboratory Tests
BATTERYVITAMIN: RESEARCH NOTES.
More than half a century ago when lead-acid battery manufacturers switched from wood veneer separators to synthetic materials, the changeover inadvertently caused battery life to crash. While the solution was found in the use of ligno-sulfonates, other than empirically re-formulating these substances, it seems hardly any investment has been made in the utilization of organic materials to purposefully continue to enhance battery performance. Batteryvitamin is designed to put organic technology back in the running so as to better equip the lead-acid battery industry to meet the inevitable difficult commercial challenges that lie ahead.
Our ongoing R & D has produced a solid version that is a functional equivalent to liquid Batteryvitamin - for building into batteries - giving manufacturers who are able to use it a significant advantage in the market place.
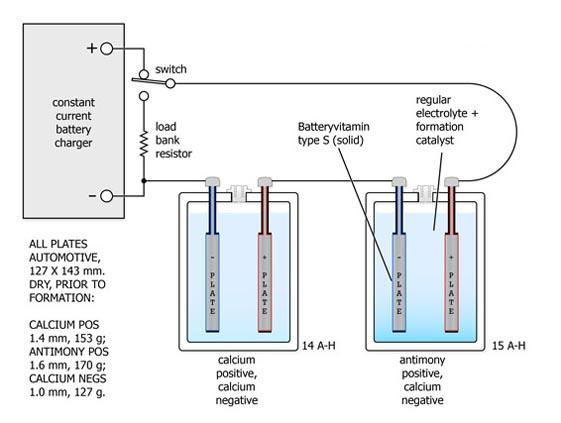
Batteryvitamin S2, (solid), can help to achieve calcium-like low water consumption from antimony alloy batteries - but to do so a formation catalyst in the electrolyte has to be used.
New antimony alloy positives give off a surge of antimony during formation that is deposited immediately on the negatives, causing the characteristic high water consumption of antimony alloy batteries. This is likely to be masked if the negatives also contain antimony in the grids but shows up clearly with calcium alloy negatives.
The catalyst has a half-life roughly equal to the duration of the formation charge - disappearing without a trace after only a few days.
The advantage of Batteryvitamin S2 plus formation catalyst are obvious. The use of recycled lead carrying a large impurity burden is facilitated. Batteries can be provided with long lasting antimony alloy positives and low water consuming calcium alloy negatives - resulting in the best of both worlds in service.
For example, the way would be cleared for industrial motive power batteries and golf cart batteries to be watered no more than once a year (!). Hybrid and electric automobile batteries could be made very inexpensively, yet provide a highly satisfactory battery life.
(The activation voltage of Batteryvitamin S2 is different to the activation voltage of Batteryvitamin L. During formation the activation voltage of Batteryvitamin S2 begins at 2.45 V/cell, then falls slowly over a period of a few days down to 2.22V/cell.)
The following diagrams provide details of the test procedure.
The two cells received formation charging connected in series and were subsequently deep cycled twice to ascertain their ampere-hour capacities. The antimony positive cell appeared to have about 7% more capacity than the calcium positive cell - likely due to its positive plate being fractionally thicker. The antimony's end-of-charge dV/dt had been considerably speeded up and more sharply defined.
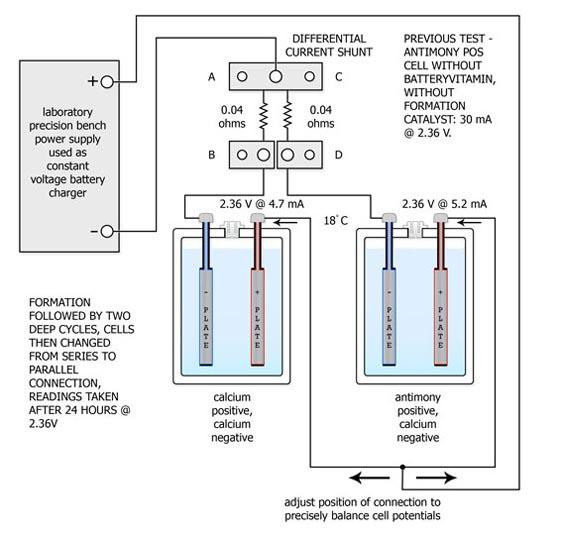
The cells were reconnected as shown above and the potentials across both cells were carefully adjusted to match each other using a high resolution Hewlett-Packard digital voltmeter. The currents via the cells were measured with a specially constructed differential shunt resistor network having a matching accuracy batter than 0.1% . The current of the Ca-Ca cell was measured across A - B, the current of the Sb-Ca cell was measured across C - D and the differential was monitored across B - D, again using the H-P instrument.
(In previous testing an untreated antimony cell had drawn more than six times the electrolysis current of a calcium cell. An antimony cell containing Batteryvitamin S in the negative but no formation catalyst in the electrolyte drew roughly three times the electrolysis current of the calcium cell.)
Subsequent cycling of the cells in parallel was performed. Discharging at the 5 hour rate down to 1.50 V/cell and charging at the 20 hour rate up to an average of 2.60 V/cell - holding this voltage for 5 hours and then lowering it to 2.36 V/cell for 24 hours to measure the electrolysis current.
After 10 cycles the electrolysis current of the Ca-Ca cell had fallen from 4.7 mA down 1.8 mA, while that of the Sb-Ca cell had remained at 5.2 mA. While implying an improvement in the Ca-Ca cell, individual cell capacity testing showed the Ca-Ca cell capacity had fallen from 14 A-H to 5 A-H, while the Sb-Ca cell capacity had risen slightly from 15 A-H to 17 A-H.
The positive plate of the Ca-Ca cell was replaced with an identical freshly formed and precycled plate, resulting in the electrolysis current rising to 4.6 mA and the capacity being restored to 14 A-H.
Had the Ca-Ca cell been defective? To find out, two more Ca-Ca cells were built, formed and tested in the same way. Both suffered similar capacity loss. Indeed, numerous publications have described this kind of capacity loss and therefore it must be accepted that lead-calcium alloy technology might well prove to be an evolutionary dead-end.
Investigations conducted by the then-called Bell Laboratories, Murray Hill, New Jersey, in the late 1960s and 1970s, demonstrated that post-1950s lead-calcium grid alloy batteries had been overpromoted and had consistently failed to meet user warrany expectations, by failing well short of the industry-standard 20 year float-duty life expectancy. Scientists at the Bell Laboratories have been awarded 13 Nobel Prizes. It can be safely assumed they know what they are talking about. Frustratingly, the problems with lead-calcium have not been satisfactorily overcome, right up to the present.
Since treatment assists in increasing battery life, the upsurge in water consumption at the end of the useful service life of a motive power battery is delayed. In this context battery leasing, once a year maintenance, at a fixed price - no watering hassles in between - seems to look set to become a reality.
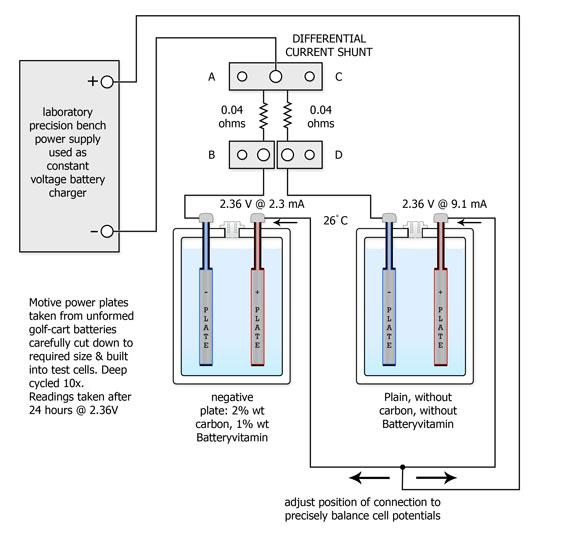
THE CARBON-BATTERYVITAMIN SUPER BATTERY
The previous test showing the advantages of Batteryvitamin S2 in automotive battery application was repeated using motive power battery components and a substantial amount of carbon additive, plus Batteryvitamin S2.
A high concentration of carbon in the negative active material can enhance battery performance significantly, although the relatively low hydrogen overpotential of this material can lead to excessive gassing. The test shows this nuisance can not only be entirely eliminated, the end-of-charge current of the treated cell can be reduced by a factor of four compared to a conventional cell by the use of Batteryvitamin S2.
The test plates were obtained by disassembling a 6 volt, 150 ampere-hour golf-cart battery that had not yet been formed. The plates were cut down to the required size. The procedure has been used for many years and can provide excellent quality plates down to one or two ampere-hour capacity.
The negative active material was removed from the grids and ground to a fine powder. This powder was then mixed with 2 percent by weight of activated carbon powder and 1 percent by weight of Batteryvitamin S2. The mixture received a small quantity of dilute sulphuric acid, sufficient to produce a paste of the requisite consistency. This paste was pressed, while still hot from the acid reaction, into suitably sized metal grid sections. The plates were cured and the active material appeared to be mechanically similar to the active material of the plates that had been sacrificed.
The cells were assembled and formed. The treated cells provided an initial rate of gassing following formation that was disappointing. After two deep cycles the end-of-charge rate of gassing fell dramatically - measuring a quarter of the untreated cell after ten cycles.
Battery purists might feel uncomfortable with the plate making technique yet the deep cycling runs confirmed the ampere-hour capacities of the test cells closely matched each other and closely matched the original negative plate cell capacity.
The two-plate construction provides a simple, accurate and efficient test bed, although the internal impedance of the cells is likely to be sub-optimal. This disadvantage is negated by comparing like with like. The treated cell exhibited a vastly superior voltage stability compared to the untreated cell when subjected to 2C, 5C and 10C discharge and charge surges.
Experiments of this type apply the scale-it-down and speed-it-up research technique used by bridge builders and ship builders to lead-acid technology. They are easy to repeat and therefore easy to verify.
This experiment has shown that the beneficial properties of carbon and of Batteryvitamin can be combined, implying that this combination can help to pave the way to a new era of super batteries.
Thank you for reading this page.
Batteryvitamin L, (liquid), and Batteryvitamin S1, (liquid) and S2, (solid), provide exactly the same function in lead-acid batteries, although chemically distinct from each other. Batteryvitamin L is soluble and goes to work via the battery filling water and the electrolyte, Batteryvitamin S1 is liquid and is incorporated into the battery separators, while Batteryvitamin S2 is insoluble and is incorporated into the negative active material during manufacture.
SUMMING UP
Ongoing research has shown Batteryvitamin has many more qualities or facets than the one that extends battery life. Take for example improvements in maintenance-free and thin-plate technology, optimization of automotive and opportunity charged batteries, reducing water consumption and administering water treatment. The underlying mechanism is always the same, yet the benefits can be wide and varied. What Batteryvitamin does inside the battery helps to overcome major battery shortcomings. This can offer battery manufacturers a direct route to improving battery performance and assuring customer satisfaction.
Batteryvitamin L has been in use for over a decade on tens of thousands of motive power batteries. Batteryvitamin availability and use are subject to terms and conditions.